焊縫融深檢測(cè)項(xiàng)目介紹:
根據(jù)ISO5817標(biāo)準(zhǔn)���,B級(jí)焊縫余高小于1+0.1t,但最大不超過(guò)5mm�����,C級(jí)小于1+0.15t���,最大不超過(guò)7mm。如果18的板厚���,B級(jí)焊縫要求小于2.8mm。表示對(duì)接焊縫幾何形狀的參數(shù)有焊縫寬度��、余高、熔深�����。
(1)焊縫寬度指焊縫表面與母材的交界處稱(chēng)為焊趾�����。而單道焊縫橫截面中�����,兩焊趾之間的距離稱(chēng)為焊縫寬度���。
(2)余高指超出焊縫表面焊趾連線上面的那部分焊縫金屬的高度稱(chēng)為余高��。焊縫的余高使焊縫的橫截面增加�����,承載能力提高���,并且能增加射線攝片的靈敏度,但卻使焊趾處會(huì)產(chǎn)生應(yīng)力集中��。通常要求余高不能低于母材,其高度隨母材厚度增加而加大���,但最大不得超過(guò)3mm���。
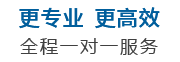
(3)熔深在焊接接頭橫截面上,母材熔化的深度稱(chēng)為熔深���。一定的熔深值保證了焊縫和母材的結(jié)合強(qiáng)度�����。當(dāng)填充金屬材料(焊條或焊絲)一定時(shí)���,熔深的大小決定了焊縫的化學(xué)成分。不同的焊接方法要求不同的熔深值���,例如堆焊時(shí)�����,為了保持堆焊層的硬度��,減少母材對(duì)焊縫的稀釋作用��,在保證熔透的前提下���,應(yīng)要求較小的熔深。
案例1")
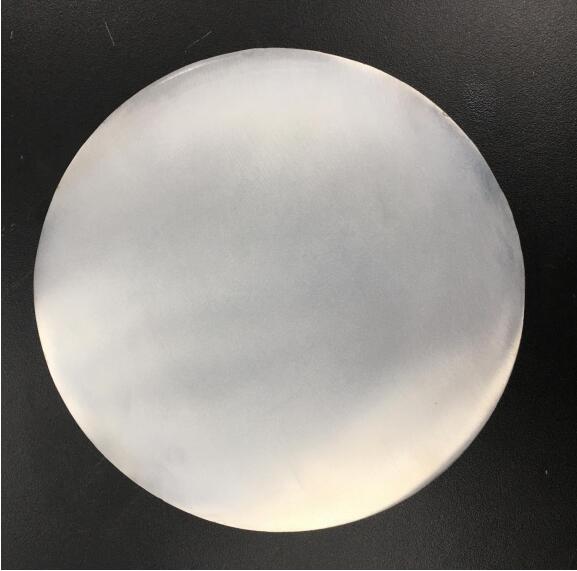
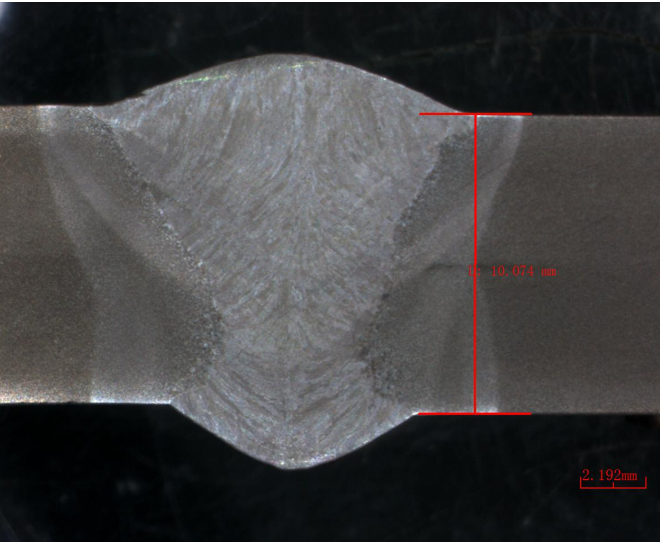
案例2")
焊縫融深檢測(cè)應(yīng)用領(lǐng)域:
焊接件�����、焊接接頭��、角焊縫
焊縫融深檢測(cè)標(biāo)準(zhǔn):
ISO17639-2003 金屬材料焊縫的破壞性試驗(yàn)-焊縫宏觀和微觀檢驗(yàn)
ISO 5817-2014焊接 鋼�����、鎳�����、鈦及其合金的熔焊接頭(不包括電子束焊) 缺陷質(zhì)量分級(jí)
GB/T 226-2015 鋼的低倍組織及缺陷酸蝕檢驗(yàn)法
服務(wù)流程:
咨詢(xún)溝通:確認(rèn)客戶(hù)檢測(cè)項(xiàng)目���,檢測(cè)標(biāo)準(zhǔn)��,檢測(cè)要求�����,并填寫(xiě)測(cè)試申請(qǐng)表
提供樣品:樣品可選擇寄送或者上門(mén)檢測(cè)
簽約付款:確認(rèn)委托后���,安排打款�����,收款后通知開(kāi)案
分析測(cè)試:根據(jù)測(cè)試申請(qǐng)表安排測(cè)試
出具報(bào)告:根據(jù)測(cè)試申請(qǐng)表及檢測(cè)結(jié)果出具報(bào)告���,委托方確認(rèn)無(wú)誤后,檢測(cè)報(bào)告簽字蓋章
寄送報(bào)告:檢測(cè)報(bào)告簽字蓋章后連同發(fā)票寄送
增值服務(wù):檢測(cè)樣品保留2個(gè)月
我們的優(yōu)勢(shì):
1.報(bào)告權(quán)威:具有CMA和CNAS資質(zhì)�����,特種設(shè)備檢驗(yàn)檢測(cè)核準(zhǔn)證書(shū)
2.設(shè)備先進(jìn):擁有業(yè)內(nèi)專(zhuān)業(yè)檢驗(yàn)檢測(cè)設(shè)備300多臺(tái)
3.專(zhuān)業(yè)團(tuán)隊(duì):擁有專(zhuān)業(yè)服務(wù)及檢測(cè)團(tuán)隊(duì)�����,業(yè)務(wù)覆蓋全國(guó)
4.加工中心: 擁有自己的數(shù)控加工中心���,滿(mǎn)足不同檢測(cè)項(xiàng)目的加工制樣要求
返回列表









 蘇公網(wǎng)安備:
蘇公網(wǎng)安備:
